
事例紹介
【CASE2】多品種シリンダ加工ライン

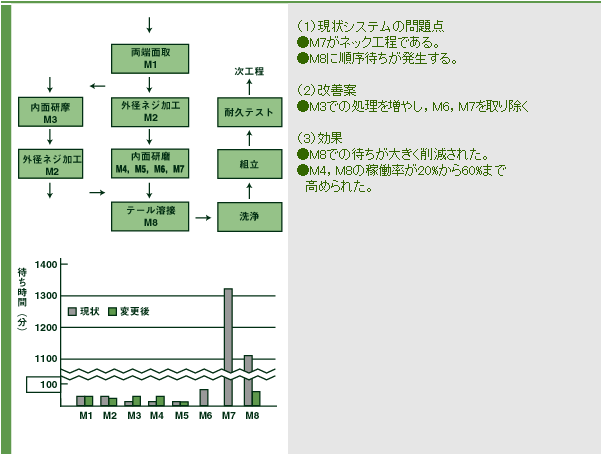
ネック工程対策と稼働率向上
マシンM8での待ちが大きく削減。マシンM4,マシンM8の稼働率が20%から60%までアップしました。
マシンM8での待ちが大きく削減。マシンM4,マシンM8の稼働率が20%から60%までアップしました。
 お客様の課題
お客様の課題
内面研磨工程であるM7がネック工程となっており、そのため、後工程であるテール溶接工程M8でも順序待ちが発生していました。
 改善のポイント
改善のポイント
加工手順を見直し、内面研磨工程であるM3での処理を増やすことで、負荷の高かった内面研磨工程M6,M7の負荷を取り除くことができました。
 導入効果
導入効果
テール溶接工程M8での待ちが大きく削減され、稼働率の低かった工程M4、M8の稼働率を20%から60%まで上げることができました。