
事例紹介
【CASE1】自動車部品フロ-ショップラインフロ-制御評価

生産高10%向上!
ネック工程の解消により生産効率が高まりました。
ネック工程の解消により生産効率が高まりました。
 お客様の課題
お客様の課題
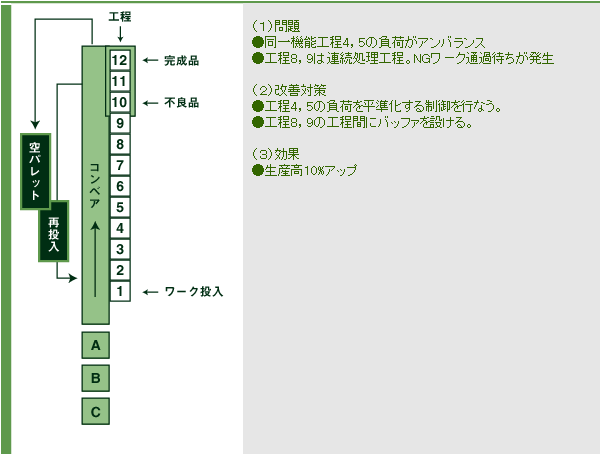
同一機能工程である、第4工程および第5工程の負荷がアンバランスになっていました。 また、工程8,9は連続処理工程ですが、NGワ-クの通過待ちが発生し、効率が悪くなっていました。
 改善のポイント
改善のポイント
工程4,5の負荷を平準化する投入制御を行なうことで負荷平準化を行いました。 さらに、工程8,9の工程間にバッファを設けることで、通過待ちによる効率の低下を防ぎました。
 導入効果
導入効果
投入の制御による負荷平準化、バッファによる効率向上によって、生産高が10%向上しました。