FACTOR/AIMの機能イメージ
 モデル化・検討事例による機能イメージ
モデル化・検討事例による機能イメージ
まずは、加工・みずすまし搬送・組立のある一連のラインを対象にした,モデル化とその評価検討の具体例で機能のイメージをご紹介します。
 [1] システム概要
[1] システム概要
自社ラインで実装した基板と,外部調達部品を組み立てるラインです。 実装工程の完成品である基板と,調達部品は,専任の作業員がみずすまし搬送を行っています。
[2]シミュレーションの目的
)
みずすまし搬送間隔は,短すぎると1回あたりの搬送量は少なくならざるをえません。組立工程への供給が途切れることはないものの,搬送担当者は休む間もなく移動ばかりになるでしょう。一方,搬送間隔が長すぎると,相対的に1回あたりの搬送量は増えますが,基板,部品の在庫不足による組立工程の手待ちが起こるかもしれません。 適度な搬送間隔はどのくらいでしょうか。
[3]モデル化と検討結果
)
みずすまし搬送間隔=45/60/90分の3ケースについて検討しました。
下図は,最終組立工程完了数(出来高)と,その材料(搬送された基板,部品)の在庫の推移をグラフ出力したものです。
この結果から搬送間隔に関して,
1) 45分と60分では組立工程能力に差は見られない
2) 90分にすると材料不足による出来高低下が懸念される。
)
)
ということが確認できます。そこで、組立工程の能力を発揮できる搬送間隔として60分を採用することとしました。
詳しくは資料請求にてレポートを差し上げております。【資料請求する】
なお、同業他社様からの資料請求はお断りさせて
いただいております。ご了承くださいませ。
FACTOR/AIMの機能
FACTOR/AIMの主要な機能をご紹介します。
詳細を確認されたい方は、こちらをご確認ください。
FAQを確認されたい方は、こちらをご確認ください。
プログラムレスでのモデル作成
アイコンで簡単操作
モデル構築は、アイコンの配置とメニュー操作で対応しています。
機械や作業者などを表すアイコンを画面に配置して、メニューから表示されるダイアログに 作業手順を入力することにより、モデルが定義できます。
特別に複雑なロジックを必要とする場合には、AIMステータス関数とC言語インターフェースで対応しています。
アニメーションの作成は、モデル定義の際のアイコン配置で完了しています。特別な作業は一切ありません。
モデル定義後、すぐにアニメーションが動き出します。
アニメーションで動きを視覚的に確認しながら、モデル構築を進めることができます。
アイコンや背景にビットマップデータを取り込むことにより、リアルな画面でのプレゼンテーションを実現します。

マテハン機能
マテハン・システムを含んだシミュレーション分析
AGV(無人搬送台車)、フォークリフト、コンベア、クレーンといった マテハン・システムを含んだシミュレーション分析において、FACTOR/AIMは特にその威力を発揮します。
画面上で出発点と目的点を指定するだけで、
出発点まで迎えに行く
↓
最短経路を選択して目的地まで運搬する
↓
最寄りの駐車スペースにて待機する
という一連の運搬作業をシミュレーションできます。また渋滞による遅延も考慮できます。
その他にも、車両台数、車両速度、荷役時間、通路の追加、追突・衝突防止、一方通行路の設定、経路選択戦略なども メニューからワンタッチで変更できます。
出力機能
シミュレーション結果をグラフ、レポート、ガントチャートで表示
オーダーごとに引きあたっている在庫・生産枠など、調達から製品までに関わるあらゆる過程の全ルートを確認できます。そのため、オーダーがどこまで進んでいるのか、即時出荷可能なのは何個か、残りはいつ完成するのかなど、現状を即座に確認できるようになりました。
サンプルアニメーション
(各節右側のアニメーションは,YouTube-KKEchannelに登録されています.)
5工程のモデル(1)
加工品は左から投入されます。1工程1台の装置で順次処理するラインをモデル化したものです。
各処理時間は7分→10分→4分→3分→6分です。第2工程がボトルネックとなり、10時間のシミュレーションの結果、58個しか完了できていないことがわかります。
5工程のモデル(2)増強
生産能力20個/hを目指して、上記(1)の各工程を増強して検証してみました。
工程別に計算した追加装置の能力は、5.25分→4.28分→12分→なし→6分です。
各工程は数値上、20個/hの能力を満たしていますが、10時間の結果、144個しか完了できません。
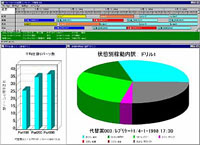
下記の各装置稼働内訳のレポート、円グラフ(一部)も合わせてご覧ください。
5工程のモデル(2)増強-レポート,グラフ
FACTOR/AIMのグラフ、レポート機能を使って各装置の稼働を検証します。
下記はその一部です。
各装置の稼働内訳(状態別~ビジー/段取り/遊休/故障/保全/ブロック/オフシフト~の時間率)は、最初のレポートで詳細な数値を、次の棒グラフで傾向を確認できます。
アニメーションでの印象どおり、下流側第4、5工程装置では遊休(上流からモノが来ない)、上流側ではブロック(処理が終わったとき直後の装置が処理中で渋滞)が起こっており、その分ライン能力を発揮できていません。
(サムネイルごとにポップアップウィンドウで表示されます)
)
)
)
)
)
5工程のモデル(3)増強&バッファ追加
上記(2)の各工程間にバッファを追加し検証してみました。
バッファの大きさはそれぞれ1個分です。これだけで、184個/10hの能力を発揮できるようになりました。
ちなみに最初1個目が完了に約30分かかるので、10時間だけの結果においては200個には至りません。厳密には、開始1時間後から11時間後までの10時間、など、システムの”定常状態”を検証する必要があります。
5工程のモデル(3)増強&バッファ追加-レポート,グラフ
追加したバッファ容量を検証してみます。
「平均稼働率」という棒グラフは、今回追加した各工程間バッファ(名称:wip1/wip2/wip3/wip4)の平均滞留個数を示しています。
レポートでも確認すると、例えばwip4(第4、5工程間バッファ)は稼働率=0.0つまり、一時としてここで滞留していることがなかった=第4工程処理完了時には第5工程装置のどちらが常に空いていた=ことがわかり、
「第4、5工程間はバッファ無用」ということになります。
他の工程間もほんとに必要か?1か所だけでよくないか?...など、さらに検証が必要になるかもしれません。
(サムネイルごとにポップアップウィンドウで表示されます)
)
)
AGV搬送能力検証(1)
4種の製品がそれぞれ12台の設備の一部を渡り歩きます。装置間はAGV(無人搬送台車)で搬送されます。
サークル状の1本道に2台のAGVが用意されていますが、その生産能力はどのくらいでしょうか?
AGV搬送能力検証(2)改善案-ショートカット路追加
完了数が少なすぎました。また、設備稼働は低い、仕掛りは多い、リードタイムは長い...改善すべきことが山積みです。
高価なAGV。無駄な走行を減らすため、サークル状の対面する装置へのショートカット路を追加してみました。
それでもまだまだ改善点は残っています...
運用ロジックの検討(1)
4種の製品が上下2系統のラインで加工されるラインです。(第4工程のみ一時合流)
うち、第3工程は品種別の温度変更という段取り負荷を考慮しなければなりません。
まずは、指定のオーダを素直に、粛々と順番に処理してみます。
運用ロジックの検討(2)改善案
対策しないと、納期遅ればかりになることがわかりました。
・オーダをある程度ロットまとめする
・第3工程は段取り最小で(なるべく同じ品種を連続して行う)
・下流2工程担当をひとり追加
このような対策後同じ量のオーダデータで検証してみます。
...何とか許容できる範囲で完了できることが確認できました。
ご不明な点等ございましたらお気軽にご質問ください